

上海五轴机械手应用领域有哪些?
文章出处:本站 人气:7918 发表时间:2022-07-25 08:29:56
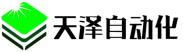
五轴机械手的手部是用来直接抓取注塑制品的部件。由于注塑制品的形状,大小,重量及表面特征等方面存在着差异,因此五轴机械手的手部有多种形式,一般可分为夹持式和吸附式两种。夹持式手部的主要形式为夹钳式,常用于抓取不易破碎或变形的制品,它对所抓取的制品的形状有较大的适应性。夹持式手部由手指,传动机构和驱动装置组成。
对于夹持式手部,进行五轴机械手设计选用时主要考虑以下几点。
(1)手部应具有适应的夹紧力和驱动。
(2)手指应具有足够的开关范围。
(3)手指对制品应具有一定的夹持精度。
(4)手部对制品应具有一定的适应能力,且要求手部能耐受注塑制品刚从模腔中取出时的高温及腐蚀性。

每当五轴机械手的出现异常的话我,我们就应该要对其进行检查,在问题出现时就应该要解决,否则对机器的日后寿命大大的降低。
1、五轴机械手比例线性差,开合模时间位置压力流量调节不良,检查参数中斜升斜降,调整参数中的斜升斜降。
2、锁模机铰润滑不良,检查哥林柱,二板滑脚,机铰润滑情况, 加大润滑,增加打油次数。
3、模具锁模力过大,检查模具受力时锁模力情况,视用户产品情况减少锁模力。检查时间位置是否合适。
4、头二板平行度偏差,检查头板二板平行度。调整二板,头板平行误差。
5、慢速转快速开模设定位置过小,速度过快。检查慢速开模转快速开模位置是否恰当,慢速开模速度是否过快。加长慢速开模位置,降低五轴机械手慢速开模的速度。
五轴机械手在设计的过程中,当确定运动速度五轴机械手各动作的最大行程确定之后,可根据生产需要的工作拍节分配每个动作的时间,进而确定各动作的运动速度。液压上料五轴机械手要完成整个上料过程,需完成夹紧工件、手臂升降、伸缩、回转,平移等一系列的动作,这些动作都应该在工作拍节规定的时间内完成,具体时间的分配取决于很多因素,根据各种因素反复考虑,对分配的方案进行比较,才能确定。五轴机械手的总动作时间应小于或等于工作拍节,如果两个动作同时进行,要按时间长的计算,分配各动作时间应考虑以下要求:
一.给定的运动时间应大于电气、液压元件的执行时间;
二.在工作拍节短、动作多的情况下,常使几个动作同时进行。为此驱动系统要采取相应的措施,以保证动作的同步。
三.伸缩运动的速度要大于回转运动的速度,因为回转运动的惯性一般大于伸缩运动的惯性。在满足工作拍节要求的条件下,应尽量选取较底的运动速度。五轴机械手的运动速度与臂力、行程、驱动方式、缓冲方式、定位方式都有很大关系,应根据具体情况加以确定。

五轴机械手驱动系统该怎么维护?
由于五轴机械手能够大幅度的提高生产率和降低生产成本,能够稳定和提高注塑产品的质量,避免因人为的操作失误而造成的损失。因此,注塑五轴机械手在注塑生产中的作用变得越来越重要。随着注塑成型工业的发展,以后将有越来越多的五轴机械手用于上料、混合、自动装卸模具、回收废料等各个工序上,而且将朝着智能化方向发展。下面小编就来讲讲五轴机械手驱动系统吧!五轴机械手驱动系统扮演着一个很重要的角色,那么我们应该怎么维护呢?
如果五轴机械手采用装配架-传动齿轮驱动,注意在运行过程中是否有任何迟疑或晃动发生。除了光滑平稳的动作之外的所有运动都可以表明驱动系统损坏或内部寄存了一些异物。
五轴机械手推动向下运动时,快速检查装配梁和传动齿轮之间动作或齿隙的方法是推拖运动臂,感觉异常运动(来回动作不同)。然而由于正常的厂家公差精度非常高,因此本试验方法将会非常不精确。
如果你怀疑装配梁和传动齿轮可能有问题,较好的方法是使用量程长的磁性表座。按照厂家说明书调整好五轴机械手齿隙后,检查轴的全部行程,保证装配梁和传动齿轮之间没有太紧的地方。
如果齿隙不能调整,那么装配架和传动齿轮可能出现磨损,需要替换。如果必需修补装配架和传动齿轮,那么最好同时替换两个构件从而保证长期性能。
至于靠传送带驱动的轴,密切注意传送带磨损落下的碎屑以及本身的损害。仔细检查滑轮,留意源自传送带材料的灰尘的迹象。确保传送带和传动滑轮以及槽轮的完全排列成行。方向偏离的传送带会非常快地磨损掉。只要是传送带驱动的系统,可按照厂家的说明书检查传送带本身的预加负荷。这些规范将告诉你:相对于滑轮,在传送带具体位置上的适宜误差量。
五轴机械手的控制系统:
五轴机械手控制的要素包括工作顺序、到达位置、动作时间、运动速度、加减速度等。五轴机械手的控制分为点位控制和连续轨迹控制两种。
控制系统可根据动作的要求,设计采用数字顺序控制。它首先要编制程序加以存储,然后再根据规定的程序,控制五轴机械手进行工作程序的存储方式有分离存储和集中存储两种。分离存储是将各种控制因素的信息分别存储于两种以上的存储装置中,如顺序信息存储于插销板、凸轮转鼓、穿孔带内;位置信息存储于时间继电器、定速回转鼓等;集中存储是将各种控制因素的信息全部存储于一种存储装置内,如磁带、磁鼓等。这种方式使用于顺序、位置、时间、速度等必须同时控制的场合,即连续控制的情况下使用。
其中插销板使用于需要迅速改变程序的场合。换一种程序只需抽换一种插销板限可,而同一插件又可以反复使用;穿孔带容纳的程序长度可不受限制,但如果发生错误时就要全部更换;穿孔卡的信息容量有限,但便于更换、保存,可重复使用;磁蕊和磁鼓仅适用于存储容量较大的场合。至于选择哪一种控制元件,则根据动作的复杂程序和精确程序来确定。
对动作复杂的五轴机械手,采用求教再现型控制系统。更复杂的五轴机械手采用数字控制系统、小型计算机或微处理机控制的系统。
控制系统以插销板用的最多,其次是凸轮转鼓。它装有许多凸轮,每一个凸轮分配给一个运动轴,转鼓运动一周便完成一个循环。
- 上一篇: 南京单轴机械手如何清理灰尘?
- 下一篇: 浙江三轴机械手工作效率如何?




