

嘉兴苏州码垛机械手有哪些基本操作?
文章出处:本站 人气:7446 发表时间:2022-06-27 10:07:35
码垛机械手的运用可以帮企业节省大量的人力成本,提高产品的品质及工作效率,是企业迈进智能制造较好的帮手。
码垛机械手的功能及优点 :
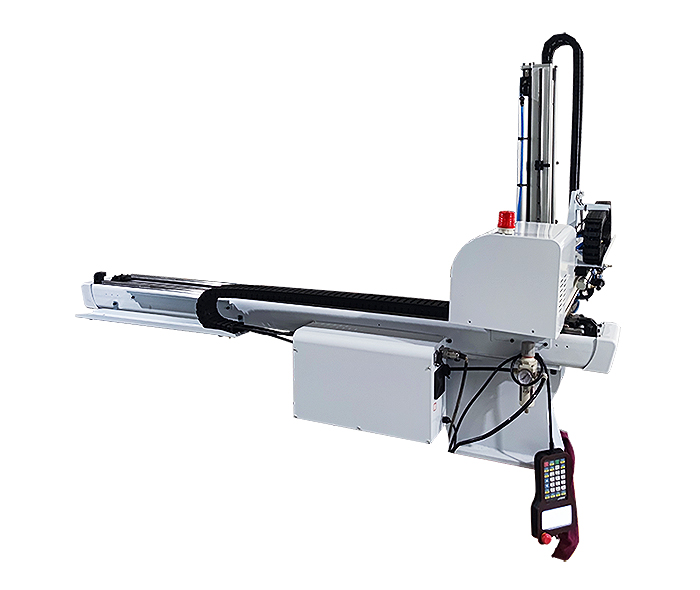
1.上下轴伺服马达驱动,成品臂上下轴由AC伺服马达驱动,可快速的横行动作,节省模内时间,增加效率,并可在模外设置不同的置物高度,定位精度为 0.2MM,喷离型剂组可设定几模喷,每次喷多久,喷头可以装在手臂或模具上。
2.引拔位置、行程电动遥控调整,节省调整时间增加操作的安全性。上下电动调整行程,上下行程电动遥控调整,节省调整时间增加操作的安全性。横行轴数字控制,数字设定横行行程,可多点及循放成品,最多可放99点。用于排列成品。
3.横行伺服马达驱动,横行轴可选用AC伺服马达驱动,并采用精密级行星减速机以齿轮齿条传动,速度快定位准确;定位精度达0.1MM,可应用于需定位准确之取出。
码垛机械手的双截式手臂采用高刚性线性滑轨及铝合金结构梁,特殊设计的皮带倍速机构,可大符度的缩短上下手臂的结构高度,上下气缸只需一半的行程即可达到全行程。除了可增加上下行的速度及稳定度,并且可配合厂房高度低之场所。

码垛机械手作为战略新兴产业的重要内容,这种具有前瞻性、战略性的高技术领域,加速了国内制造业的危机感。工业冲压机器人关键应用在于运动控制,而运动控制则是保证机床精度的一个重要因素。
码垛机械手是通过计算机的控制的,能大大增加码垛机械手的准确度,减少误差率,保证生产的产品的质量的稳定性。冲床码垛机械手压力机控制系统的集成化可通过单一操作接口实现所有压机和模具的各项控制功能,包括故障诊断、模具菜单配置、可编程限位开关和模具监控及调整等,并使设备的维修保养更加方便,而且明显增加压力机的有效工作时间。
另外,码垛机械手具有现场通信网络、现场设备互联、互动操作性、分散功能模块、开放式功能的现场总线技术是压力机控制技术的发展方向,对实现自动化具有明显推动作用。 码垛机械手可以代替工人进行繁重或者危险的生产工序,所以机械手广泛应用于机械制造、冶金、电子、轻工和原子能等生产领域。但为了能有更好的销售市场,提高产品的智能化水平已经迫在眉睫,才能发挥更大的空间。
特别是今年来的发展快速,码垛机械手为适应柔性化的生产要求,压力机的所有控制功能都做到集成化,从而实现全套模具的菜单化管理,主要包括滑块行程调整、平衡器气压的调整、气垫行程调整以及自动化控制系统等各个环节的参数设定。因此,选择准确度,工作效率高的码垛机械手是每个五金冲压行业都需要应用到,才能给企业带去更大的效益,保证质量可靠,同时能与客户建立长久的合作关系,效益最大化的实现。

对于码垛机械手代理的基本操作你了解吗?下面由小编来讲解下。
电源的启动和切断
注意:被损伤的电线或电缆容易导致漏电或触电事故,启动电源前请仔细检查电线电缆有无外伤,若有外伤或断线的情况下,请迅速联系拥用专业资格的电工采取适当措施。
确认控制箱电源线已经连接无误,打开控制箱上的电源开关,启动控制箱和手控器。启动电源后,手控器将显示启动开机画面,然后进入系统主画面。启动电源时,请注意以下几项:
启动电源前,确认码垛机械手所有的电线电缆都已经正确连接,确认所有的外盖等无破损或不合适的地方。
启动电源后,请确认:
手控器的显示屏上无报警信息。
空气压力正常。
伺服马达等没有异常声音。
导轨面润滑处于正常的状态。
如果是启动长时间没有使用的码垛机械手时,请确认个部件的动作情况、声音、各摩擦面的润滑状态是否正常;如果发现声音异常、发热、异常动作时,请立即切断电源,并与相关保养负责人联系采取相应的处理措施。
打开电源后,操作器屏幕显示系统进行自检,包括:通讯链路检查、软硬件版本检查、存储器检查,数据完整性检查等;若无错误,大约十秒后进入手动界面。
启动过程中若出现问题,则在屏幕下方显示对应的错误信息,停在开机屏幕。
切断电源前,请确认码垛机械手处于停止的状态。然后关闭控制箱上的电源开关。切断电源后请确认机械手各部件的状态是否和初始状态相同。
每当码垛机械手的出现异常的话我,我们就应该要对其进行检查,在问题出现时就应该要解决,否则对机器的日后寿命大大的降低。
1、码垛机械手比例线性差,开合模时间位置压力流量调节不良,检查参数中斜升斜降,调整参数中的斜升斜降。
2、锁模机铰润滑不良,检查哥林柱,二板滑脚,机铰润滑情况, 加大润滑,增加打油次数。
3、模具锁模力过大,检查模具受力时锁模力情况,视用户产品情况减少锁模力。检查时间位置是否合适。
4、头二板平行度偏差,检查头板二板平行度。调整二板,头板平行误差。
5、慢速转快速开模设定位置过小,速度过快。检查慢速开模转快速开模位置是否恰当,慢速开模速度是否过快。加长慢速开模位置,降低码垛机械手慢速开模的速度。

码垛机械手的控制系统:
码垛机械手控制的要素包括工作顺序、到达位置、动作时间、运动速度、加减速度等。码垛机械手的控制分为点位控制和连续轨迹控制两种。
控制系统可根据动作的要求,设计采用数字顺序控制。它首先要编制程序加以存储,然后再根据规定的程序,控制码垛机械手进行工作程序的存储方式有分离存储和集中存储两种。分离存储是将各种控制因素的信息分别存储于两种以上的存储装置中,如顺序信息存储于插销板、凸轮转鼓、穿孔带内;位置信息存储于时间继电器、定速回转鼓等;集中存储是将各种控制因素的信息全部存储于一种存储装置内,如磁带、磁鼓等。这种方式使用于顺序、位置、时间、速度等必须同时控制的场合,即连续控制的情况下使用。
其中插销板使用于需要迅速改变程序的场合。换一种程序只需抽换一种插销板限可,而同一插件又可以反复使用;穿孔带容纳的程序长度可不受限制,但如果发生错误时就要全部更换;穿孔卡的信息容量有限,但便于更换、保存,可重复使用;磁蕊和磁鼓仅适用于存储容量较大的场合。至于选择哪一种控制元件,则根据动作的复杂程序和精确程序来确定。
对动作复杂的码垛机械手,采用求教再现型控制系统。更复杂的码垛机械手采用数字控制系统、小型计算机或微处理机控制的系统。
控制系统以插销板用的最多,其次是凸轮转鼓。它装有许多凸轮,每一个凸轮分配给一个运动轴,转鼓运动一周便完成一个循环。
- 上一篇: 嘉兴上海工业机械手如何清理灰尘?
- 下一篇: 嘉兴嘉善非标机械手作用有哪些?




